


- Серед суднобудівників, що займаються склопластиком, і самодельщиков, не вщухають суперечки про переваги...
- Артур Уракана, Олег Токарев.

Серед суднобудівників, що займаються склопластиком, і самодельщиков, не вщухають суперечки про переваги двох типів смол - поліефірної і епоксидної. У радянські часи, до речі, у вільному продажу була тільки остання з цілком підйомним цінами; нинішні фірми, в тому числі й іноземні, вважають використання епоксидної смоли замість поліефірної своїм козирем і нерідко навіть згадують цей факт в рекламі як доказ ексклюзивності продукції. При сучасному засилля «поліефіркі» даємо слово прихильникам епоксидної смоли, які поділяться досвідом її використання.
Російські епоксидні смоли.
Найбільш поширені і доступні в Росії епоксидні смоли - ЕД16, ЕД20 і ЕД 22. Схожі за характеристиками смоли випускаються в Чехії ( «Spolshemie») і Німеччини ( «Dow Chemical»). Отверджувачами для даних смол можуть служити ПЕПА, дельта і М-4.
ПЕПА - поліетиленполіамін, найбільш часто використовуваний затверджувач для епоксидних смол серії Д, має яскраво виражений запах (нашатирю), є легколетучего рідиною і вимагає зберігання в закритій тарі. Звичайне співвідношення зі смолою - 10: 1.
Дельта - триетилентетрамін, нормальне співвідношення зі смолою 10: 1. Більш підходить для заливки товстих поверхонь і більш критичний до температурі.
М-4 ( «Модифікований 4») - затверджувач червонуватого кольору, більш густий, ніж ПЕПА і створений, як видно, на його ж основі. Співвідношення до смолі 100: 20-22. Нещодавно з'явився затверджувач М-4 має ряд незаперечних переваг:
1. Смола на основі М-4 виходить дуже міцною.
2. Температура виклейкі може бути нижче 10 ° С (ми використовували М-4 при ремонті в цеху при температурі 6-7 ° С і отримали відмінний результат).
3. Час повної полімеризації смоли - 6 ч.
Є лише один мінус - ціна. Один кілограм ПЕПА коштує 190 руб., А кілограм М-4 - 290 руб.

Пластифікатори.
ДБФ - дибутилфталат, масляниста рідина середньої в'язкості без особливого запаху, застосовується для додання пластичності кінцевому виробу. Модифікована пластифікатором смола стає менш крихкою. Застосовуваний відсоток в смолі - від 1 до 10. Зазвичай ми додаємо від 3 до 5%, якщо виріб має бути жорстким і добре тримати форму. А якщо потрібно більш пластичне і пружне виріб, пластифікатора можна додати до 10%. При відносно невисокій ціні ДБФ - 120 руб. / Кг він має одну технологічну особливість: його дуже важко повноцінно перемішати зі смолою, для цього необхідно розігрівати суміш на водяній бані до 50-60 ° С і перемішувати протягом 2-3 годин.
ДЕГ-1 - не самостійний пластифікатор, а епоксіаліфатіческая смола, яка може використовуватися в його якості. Ця речовина жовтого кольору більш густе, ніж ДБФ. Співвідношення з основною смолою - 2-5%. Надійно перемішується без нагріву, робить смолу менш в'язкою, краща у вживанні для «самодельщиков». Ціна ДЕГ-1 - 300 руб. / Кг. Суміш смоли ЕД-20 і пластифікатора ДЕГ-1 проводиться під маркою КДА.

Наповнювачі.
Як наповнювачі зазвичай використовують деревна тирса, тальк, аеросил. Аеросил (діоксид кремнію SiO2) - легке порошкоподібною речовиною білого кольору - зазвичай продається в мішках по 5 кг. В основному аеросил застосовується для виготовлення шпаклівки і як загущувач, щоб запобігти стікання смоли з вертикальних і похилих поверхонь. Така шпаклівка підходить для грубого вирівнювання поверхонь, заливання стиків. Звичайне співвідношення - 1-4% за обсягом.
В такому співвідношенні смола стає менш текучої і добре тримається на похилих поверхнях. Аеросил - дуже легкий матеріал, його дуже важко розмішати зі смолою, тому радимо спочатку розчиняти його в пластификаторе, а потім вже заливати в смолу. При роботі з аеросилом будьте обережні, оскільки матеріал цей дуже легкий і летючий.

Розчинники.
Розчинники зазвичай дуже рідко додають в смолу, тільки в крайньому випадку, коли необхідно зробити її просто рідшою. Наша думка з приводу застосування розчинника однозначно - додавати його ніяк не більше 2-3% від обсягу смоли. Справа в тому, що розчинник випаровується швидше, ніж полимеризуется смола, звідси в ламінаті виходять крихітні отвори, які в подальшому пропускають воду. При роботі з епоксидними смолами є технологічні прийоми, коли в'язкість смоли не зіграє вирішального значення.
Типові міфи про епоксидної смоли.
«Епоксидна смола токсична і працювати з нею дуже шкідливо».
Про токсичності епоксидної смоли говорять всі кому не лінь, але той, хто хоча б раз був на виробництві, де працюють з поліефірними смолами, знає, який там стоїть запах. На невеликих вітчизняних верфях проробляють такі речі: вітчизняну «поліефірку», що має надмірні характеристики по стиролу і інший «смердить» гидоти, розбавляють більш екологічно чистими імпортними смолами. Варто принюхуватися до нової поліефірної човні, особливо в жарку погоду і особливо в каюті - різкий запах стиролу коштує там часом два-три роки.
Якщо розібратися, що ж токсичного в епоксидної смолі? Сама смола не виділяє ні запаху, ні шкідливих летючих з'єднань; отвердители же пахнуть нашатирем, але в поєднанні зі смолою готовий продукт абсолютно не токсичний.
В цехах, де працюють з епоксидною смолою, немає необхідності в потужної вентиляції. Така ж смола використовується при влаштуванні підлог на фармацевтичних підприємствах і в великих супермаркетах, а також для виготовлення і герметизації ємностей під рідини. Для всіх перерахованих сфер застосування смоли санітарно-гігієнічні норми набагато жорсткіші, ніж на виробництві човнів.

«Робота з епоксидною смолою складна і вимагає дорогого професійного обладнання»
Основна складність роботи з епоксидними смолами виникає через її більш високої в'язкості в порівнянні з поліефіркой. Як і при роботі з поліефірної смолою, важливо дотримуватися технологію, вже апробовані іншими, що виключить помилки і брак. Стосовно до дрібносерійного або штучного виробництва вартість необхідного інструменту (пензлика, валики, ваги, тара і т.д.) і витратного матеріалу незначна, і при використанні методу ручного формування цей інструмент нічим не відрізняється від використовуваного в поліефірному виробництві.
Однак є один нюанс: якщо ми працюємо з найміцнішою композицією (ЕД-16 + ДЕГ-1 + М-4) бажано провести процес постполімерізаціі. Необхідно відформовану і затвердіння деталь розігріти до температури 50-60 ° С на 2-3 ч, що можливо навіть в кустарних умови за допомогою електричних або газонагревательних приладів. Така деталь після закінчення постполімерізаціі стане міцніше в 2-3 рази, тому цей процес часто називають «загартуванням».
«Вироби з епоксидної смоли виходять дуже дорогі»
Порівнювати вартість поліефірної і епоксидної смоли має сенс на прикладі звичайної 5-метрової моторного човна, при цьому враховуючи, що при рівній міцності обшивки за рахунок епоксидної смоли готовий виріб виходить на 30-40% легше, а термін його служби в кілька разів перевершує термін служби корпусу з поліефірної смоли.
Тепер цифри. Наприклад, на такий катер пішло 500 кг склопластику при співвідношенні смола / скло 60:40. Таким чином поліефірної смоли в корпусі - 300 кг. Ціна смоли М-105 - 100 руб. / Кг., Отримуємо 300 × 100 = 30 000 руб. / Кг. Реально серійно вироблений в Росії з епоксидної смоли корпус катера «Селенга 500» важить 270 кг. Таким чином, смоли там 150 кг. Ціна смоли ЕД-20 - 175 руб. / Кг., 150 × 175 = 26 250 руб. Як то кажуть, коментарі зайві ...
Технологічні прийоми.
Загальновідомо, що найкраще співвідношення смола / стекло50 / 50. Як надійно і рівномірно просочити тканину і при цьому не перевитрачати смолу?
Ми використовували наступний технологічний прийом.
Накриваємо поліетиленом стіл (щоб плівка не порушувався, прикріплюю її скобами), потім зважуємо на терезах необхідну кількість склотканини. Наприклад, полотно довжиною 5 м важить 1500 р Готуємо 1500 г смоли, розливаємо половину обсягу під тканину, розташовану на поліетилені, і розподіляємо рівномірно по всій площі, потім беремо гумовий шланг і наметовому полотно максимально туго, щоб крізь тканину просочувалася смола. Замотавши половину тканини на шланг, укладаємо другу половину тканини і повторюємо процес. Накручена таким чином тканину рівномірно просочується, і смола розподіляється, не залишаючи сухих місць на тканині.
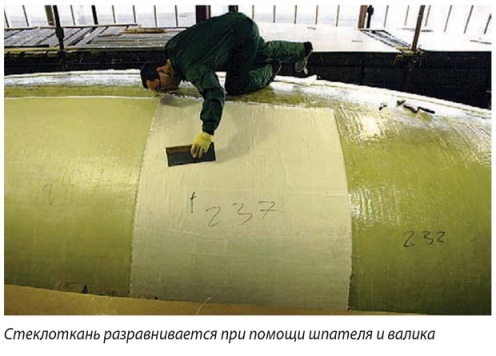
На такий спосіб просочення волокна піде не більше 15 хв., За таке нетривалий час смола не встигає «закипіти», і у вас не буде необхідності наносити додаткову кількість смоли, тим самим не перерасходивая її. Навіть якщо смола і буде трохи густий, можна додатково розподілити її по склотканини шпателем. Накручену на шланг тканину укладаємо на підготовлену поверхню за допомогою шпателя з подальшим розгладженням валиком.
Вийде рівномірно просочена склотканина з співвідношенням 50/50 зі смолою. Заміривши заздалегідь всю склотканина, необхідну для виробництва корпусу, можна буде точно проконтролювати його вага. Такий спосіб нанесення смоли допоможе заощадити час і отримати гідний за якістю результат. Необхідні інструменти:
- ваги;
- шпателі (шириною 200 мм);
- прікаточние валики;
- гумові шланги діаметром 40-60 мм і довжиною 1200 мм;
- стіл (1200 × 2500);
- поліетилен.
Як і в якій кількості розмішувати смолу.
Способом, описаним вище, можна розмішувати відносно велику кількість смоли одночасно (за один заміс ми використовували до 5 кг смоли), але головне тут час - якщо ви її використовуєте за 5-10 хв., Нічого не станеться, і смола не "скипить» . Якщо вам потрібно невелику кількість смоли на час від 15 до 30 хв., Використовуйте неглибоку і широку тару. Але краще не змішуйте більше 700 г за один прийом, хоча ці цифри і не абсолютні. Спочатку заливайте затверджувач в приготовлену тару, а потім вливайте смолу (хоча багато хто радить зворотну послідовність дій). Пояснюємо чому.
По-перше, коли виробляється вся смола, то на наступний день тару можна буде використовувати повторно, по-друге, погано розмішені смола залишається знизу, а це призведе до того, що з'являться ділянки, де смола залишиться липкою і не схопився з-за нестачі затверджувача. Не ставте готову суміш біля джерел тепла - це прискорює процес полімеризації, смола може «закипіти».
Якщо в приміщенні дуже жарко, використовуйте за один раз менша кількість смоли, оптимальна температура - 20-23 ° С. Якщо на поверхні ламінату з'явилася біляста плівка, трохи липка, цей процес називається карбонізацією і відбувається через підвищену вологість в приміщенні.
Практичні поради по роботі зі склотканиною.
Треба знати, що найміцніший і міцний склопластик незалежно від розміру майбутнього виробу виходить на основі тканин сатинового переплетення, звичайне позначення (Т-11, Т-13 і т.п.). У такого ламінату немає конкурентів серед тканин інших типів плетіння, однак така тканина більш щільна і вимагає ретельної просочення, схильна до утворення зморшок і міхурів. Вона практично не тягнеться, її краще використовувати в перших і останніх шарах, а також для обклеювання дерев'яних деталей.
Позначення тканин для ровінг і стеклорогож - ТР (ТР-025, ТР-056, ТР-07). Це менш міцні тканини, де цифри позначають вага 1 м2 в кілограмах. Вони більш підходять для середніх верств, а також виготовлення матриць і інших товстих оболонок. Добре просочуються і укладаються (хоча чим товще тканина, тим гірше вона укладається на радіусах), непогано тягнуться і практично не створюють повітряних бульбашок.
Стекломата як серйозний матеріал найменше підходить для «самодельщиков». Він дуже крихкий, але через дешевизну і простоту роботи з ним більш підходить для використання при серійної будівлі з поліефірної смоли.
При виборі склотканини слід звернути увагу на те, який Замасліватель використовує завод-виготовлювач. Імпортні тканини і деякі вітчизняні виробники використовують силанового добавки - така тканина не вимагає відпалу і відразу готова до вживання. Деякі вітчизняні виробники тканин в якості замасливателя застосовують машинне масло або парафін, і таку тканину необхідно обпалювати. Обробляти тканину газовим пальником слід дуже акуратно, не перепалюючи, до світло-коричневого кольору.
На закінчення треба сказати, що сучасні епоксидні смоли найбільш підходять для самостійної споруди, так як мають найкращі показники по міцності і довговічності.
Артур Уракана, Олег Токарев.
Джерело: «Катери і Яхти», №230.
Якщо розібратися, що ж токсичного в епоксидної смолі?50. Як надійно і рівномірно просочити тканину і при цьому не перевитрачати смолу?
